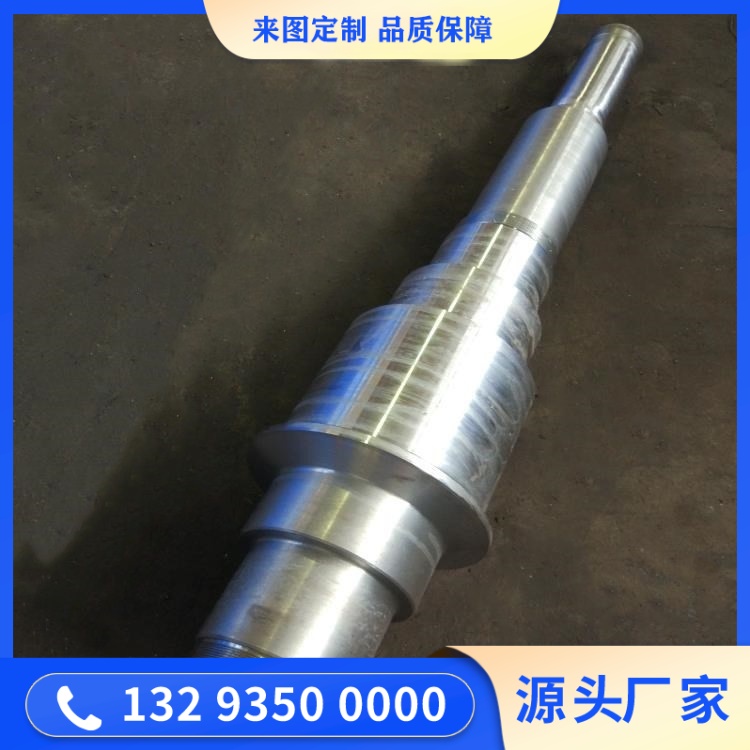
臺階軸鍛件定制加工,鍛造工藝的實操細節(jié)
2026-04-02 15:27
山西中重重工集團
臺階軸鍛件的定制加工中,鍛造是核心環(huán)節(jié),直接決定了軸件的內(nèi)部組織、力學(xué)性能和尺寸精度。不同于標準化生產(chǎn)的流水線作業(yè),定制臺階軸的鍛造的是“個性化操作”,需要根據(jù)軸件的尺寸、材質(zhì)、性能要求,制定專屬的鍛造工藝,每一個細節(jié)都容不得馬虎,稍有不慎就會影響產(chǎn)品質(zhì)量。
真實的鍛造流程,并不是簡單的“加熱、鍛打”,而是一個嚴謹?shù)南到y(tǒng)工程,從坯料加熱、鐓粗拔長,到臺階成型、終鍛冷卻,每一個步驟都有嚴格的參數(shù)控制。我們在多年的生產(chǎn)實踐中,積累了豐富的鍛造經(jīng)驗,針對不同規(guī)格、不同材質(zhì)的臺階軸鍛件,形成了一套成熟的實操規(guī)范。
首先是坯料加熱環(huán)節(jié),這是鍛造的基礎(chǔ)。不同材質(zhì)的坯料,加熱溫度和保溫時間差異很大,比如45#鋼的加熱溫度控制在1150-1250℃,42CrMo合金鋼的加熱溫度控制在1180-1220℃,保溫時間則根據(jù)坯料尺寸確定,確保坯料均勻受熱,避免出現(xiàn)加熱不均導(dǎo)致的內(nèi)部裂紋。加熱過程中,我們會實時監(jiān)測溫度,采用智能溫控系統(tǒng),將溫差控制在±15℃以內(nèi),確保加熱質(zhì)量。
接下來是鐓粗和拔長,這是調(diào)整坯料尺寸、細化晶粒的關(guān)鍵步驟。對于臺階軸而言,需要根據(jù)各臺階的直徑和長度,合理分配坯料體積,通過鐓粗增加坯料的橫截面,再通過拔長調(diào)整坯料的長度,確保每一個臺階的尺寸都能滿足后續(xù)加工要求。在鐓粗和拔長過程中,鍛打力度和頻率要控制得當(dāng),力度過大容易導(dǎo)致坯料開裂,力度過小則無法達到細化晶粒的效果。
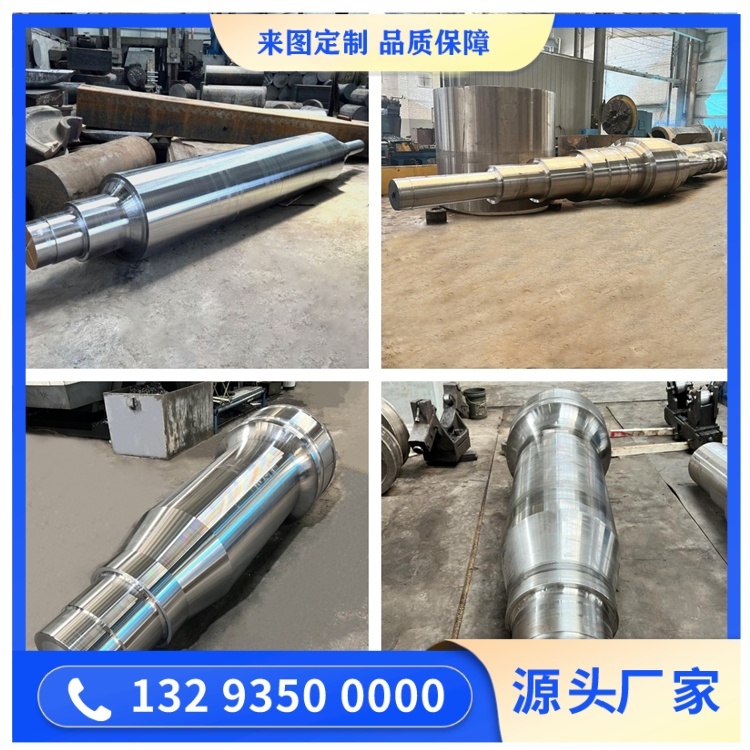
臺階成型是鍛造環(huán)節(jié)的核心,也是最考驗技術(shù)的步驟。傳統(tǒng)的臺階成型采用壓肩、拔長的方式,容易出現(xiàn)夾持困難、壓肩位置不準確的問題,導(dǎo)致材料浪費或產(chǎn)品報廢。我們采用改進后的鍛造方法,在壓肩前將毛坯鍛造成正八邊形截面,再根據(jù)各臺階的體積計算壓肩長度,確保壓肩位置精準,同時正八邊形截面接近圓形,后續(xù)滾圓加工更省料,也能提高生產(chǎn)效率。
終鍛冷卻環(huán)節(jié)也至關(guān)重要,冷卻速度直接影響軸件的內(nèi)部組織和力學(xué)性能。不同材質(zhì)的臺階軸,冷卻方式不同,比如45#鋼采用空冷,42CrMo合金鋼采用緩冷,避免因冷卻速度過快導(dǎo)致軸件產(chǎn)生內(nèi)應(yīng)力、裂紋等缺陷。冷卻過程中,我們會將軸件放置在專用的冷卻架上,確保冷卻均勻,待軸件冷卻至室溫后,再進入后續(xù)的熱處理環(huán)節(jié)
在整個鍛造過程中,我們的技術(shù)工人會全程監(jiān)控,及時調(diào)整鍛打參數(shù),發(fā)現(xiàn)問題及時處理。對于一些復(fù)雜的臺階軸鍛件,我們會采用胎模鍛輔助成型,確保臺階過渡平滑、尺寸精準。我們始終堅持,鍛造工藝不追求速度,只追求質(zhì)量,每一根定制臺階軸,都要經(jīng)過嚴格的鍛造操作,確保內(nèi)部組織致密、晶粒細化,為后續(xù)的熱處理和精加工打下堅實基礎(chǔ)。

