45#鋼主軸鍛件的應(yīng)用適配性與實(shí)用價(jià)值
2026-04-08 09:24
山西中重重工集團(tuán)
45#鋼主軸鍛件的廣泛應(yīng)用,不僅得益于其均衡的力學(xué)性能,更與其優(yōu)異的工藝適配性和加工便利性密切相關(guān)。在機(jī)械制造過程中,主軸鍛件需經(jīng)過鍛造、熱處理、精加工等多道工序,45#鋼的材質(zhì)特性使其能夠適配各類常規(guī)加工工藝,降低生產(chǎn)難度,提高生產(chǎn)效率,同時(shí)保證產(chǎn)品精度,這也是其區(qū)別于高端合金鋼主軸的重要優(yōu)勢(shì)。
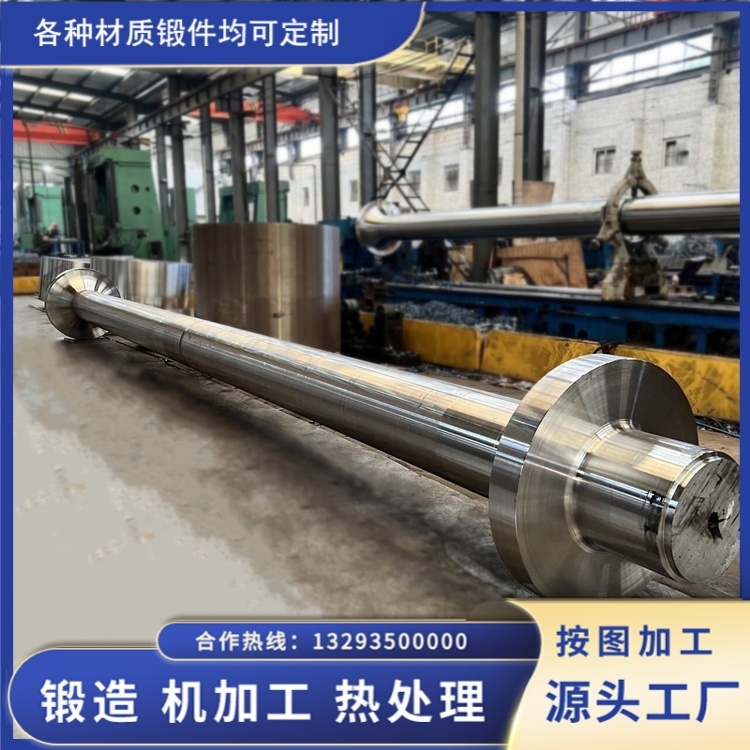
鍛造工藝適配性強(qiáng)是45#鋼主軸鍛件的顯著特點(diǎn)之一。45#鋼的塑性和可鍛性良好,在加熱至1100-1200℃的始鍛溫度后,具有良好的塑性變形能力,可通過自由鍛、模鍛等多種鍛造方式成型。對(duì)于單件小批量生產(chǎn)的大型主軸,可采用自由鍛工藝,通過鐓粗、拔長(zhǎng)等工序逐步成型,依賴操作工經(jīng)驗(yàn)調(diào)整尺寸,靈活性強(qiáng);對(duì)于批量生產(chǎn)的中小型主軸,可采用模鍛工藝,精度更高,加工余量更小,能有效節(jié)約材料和后續(xù)加工成本。
與合金鋼相比,45#鋼主軸鍛件的熱處理工藝更為簡(jiǎn)單,且變形易控制。45#鋼的熱處理主要以調(diào)質(zhì)處理為主,通過840-860℃淬火、500-600℃高溫回火,即可獲得均勻的回火索氏體組織,實(shí)現(xiàn)力學(xué)性能的優(yōu)化。在熱處理過程中,45#鋼的變形量相對(duì)較小,尤其是對(duì)于長(zhǎng)軸類主軸,通過垂直吊掛加熱的方式,可有效減少?gòu)澢冃危档秃罄m(xù)校正工序的難度。此外,45#鋼的正火處理工藝簡(jiǎn)單,正火后硬度可達(dá)HB170-220,能為后續(xù)切削加工提供良好的條件,避免出現(xiàn)切削困難、刀具磨損過快等問題。
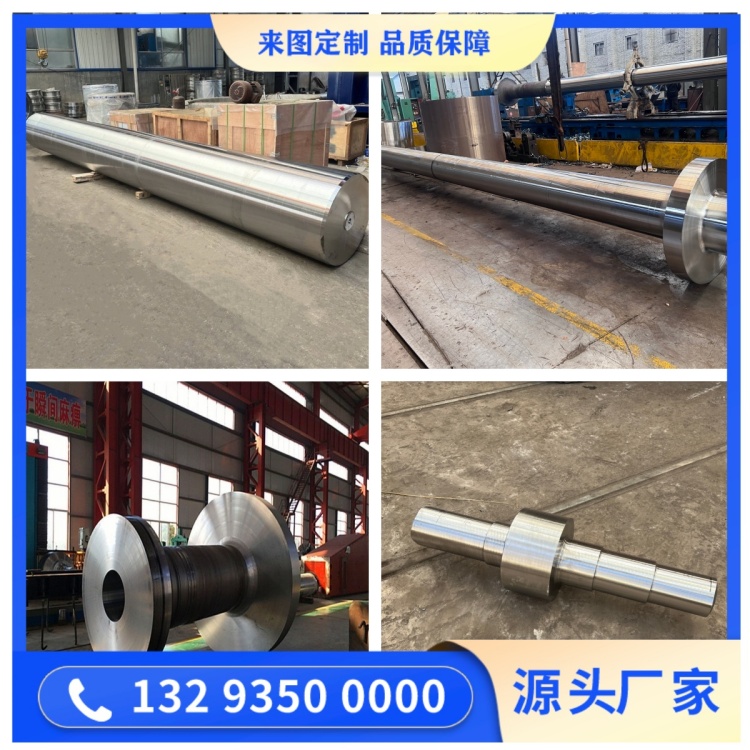
切削加工性能優(yōu)良是45#鋼主軸鍛件的另一大優(yōu)勢(shì)。經(jīng)正火或調(diào)質(zhì)處理后,45#鋼的硬度適中,切削阻力小,可采用普通車床、數(shù)控車床、磨床等常規(guī)加工設(shè)備進(jìn)行精加工,無需專用加工工具。在車削、磨削過程中,45#鋼主軸鍛件的表面粗糙度易于控制,精磨后表面粗糙度可達(dá)到Ra0.4-0.8μm,滿足主軸與軸承、齒輪等部件的配合精度要求(IT6-IT7級(jí))。同時(shí),45#鋼的切屑易排出,不易產(chǎn)生積屑瘤,可提高加工效率,降低刀具損耗,進(jìn)一步控制生產(chǎn)成本。
需要注意的是,45#鋼主軸鍛件的加工性能也受到工藝參數(shù)的影響。若熱處理工藝不當(dāng),如淬火冷卻速度過快,可能導(dǎo)致鍛件硬度不均,影響切削加工;若粗加工后未進(jìn)行去應(yīng)力退火,可能導(dǎo)致后續(xù)精加工過程中出現(xiàn)變形,影響尺寸精度。因此,在生產(chǎn)過程中,需合理安排加工工序,嚴(yán)格控制各環(huán)節(jié)的工藝參數(shù),才能充分發(fā)揮45#鋼的加工優(yōu)勢(shì)。
此外,45#鋼主軸鍛件的表面強(qiáng)化工藝適配性也較好。根據(jù)使用需求,可對(duì)其表面進(jìn)行高頻淬火、滲氮等處理,提高軸頸等關(guān)鍵部位的硬度和耐磨性,滿足特定工況的使用要求。例如,對(duì)機(jī)床主軸的軸頸部位進(jìn)行高頻淬火后,硬度可提升至HRC50-55,顯著增強(qiáng)其耐磨性,延長(zhǎng)主軸的使用壽命。

總體而言,45#鋼主軸鍛件的工藝適配性強(qiáng),無論是鍛造、熱處理還是切削加工,都能適配常規(guī)生產(chǎn)工藝,無需復(fù)雜的設(shè)備和技術(shù)支持,生產(chǎn)難度低、效率高。這種良好的加工特性,使其在批量生產(chǎn)和非標(biāo)定制中都具有明顯優(yōu)勢(shì),成為機(jī)械制造企業(yè)降低生產(chǎn)成本、提高生產(chǎn)效率的理想選擇。

