軸鍛件鍛造工藝全解析 —— 從坯料到成品的精工之路
2026-03-29 10:16
山西中重重工集團
軸鍛件的品質,核心在于鍛造工藝。山西中重重工集團依托山西鍛造鍛件的工藝積淀,形成一套標準化、精細化的軸鍛件鍛造流程,涵蓋原料準備、加熱、鍛造、熱處理、精加工、檢測六大環節,每一步均嚴格把控,確保成品性能達標。

第一步:原料準備。選用符合標準的圓鋼坯料,根據軸鍛件規格、材質要求切割下料。原料需無裂紋、折疊、夾雜等表面缺陷,內部組織均勻。集團采用數控切割設備,確保下料尺寸精準,為后續鍛造奠定基礎。
第二步:加熱處理。將坯料放入智能溫控加熱爐,加熱至鍛造溫度(碳鋼 1150-1250℃,合金鋼 1100-1200℃)。加熱過程需緩慢升溫、均勻受熱,避免局部過熱導致晶粒粗大或開裂。山西鍛造鍛件的加熱工藝,注重溫度精準控制與保溫時間把控,確保坯料達到最佳塑性狀態,便于后續鍛打成型。
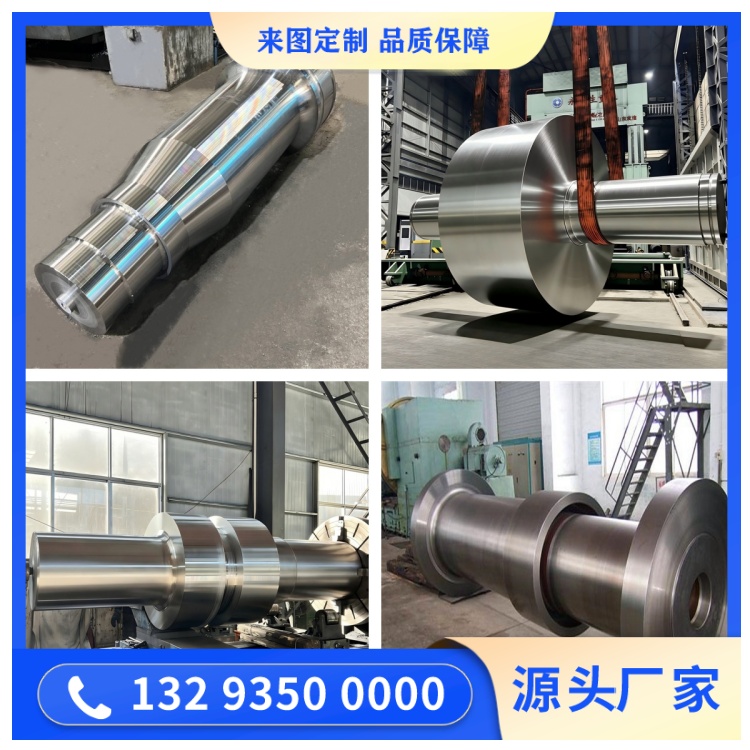
第三步:鍛造成型。這是軸鍛件生產的核心環節,采用自由鍛工藝為主,通過萬噸級數控快鍛油壓機組,對加熱后的坯料進行鐓粗、拔長、滾圓、成型等多道次鍛打。鍛比控制在≥3,通過反復鍛壓消除內部疏松、氣孔等缺陷,細化金屬晶粒,使組織致密。鍛造過程中實時監測溫度,終鍛溫度不低于 800℃,避免冷作硬化導致軸坯開裂。山西鍛造鍛件的鍛造工藝,注重金屬流線的連續性,確保軸體受力方向與金屬流線一致,提升軸鍛件抗疲勞性能。
第四步:熱處理優化。鍛造后的軸坯需進行熱處理,消除內應力、調整力學性能。常用工藝包括:正火,用于中碳鋼軸坯,改善切削性能、細化晶粒;調質(淬火 + 高溫回火),是合金鋼軸鍛件的核心工藝,大幅提升綜合力學性能,使軸件兼具高強度與高韌性;表面淬火(感應淬火),針對軸頸、齒輪配合部位進行局部強化,提高表面硬度與耐磨性。集團根據不同材質、工況需求,定制專屬熱處理方案,確保軸鍛件性能滿足設計要求。
第五步:精加工成型。熱處理后的軸鍛件,通過數控車床、磨床進行精加工,車削外圓、端面,磨削軸承位、配合面,確保尺寸精度、形位公差與表面粗糙度達標。鍵槽、螺紋等部位采用數控銑削、加工中心加工,保證位置度與對稱度。山西鍛造鍛件的精加工環節,注重精度控制,關鍵尺寸公差可達 IT6 級,表面粗糙度 Ra≤0.8μm,滿足高端裝備裝配需求。

第六步:質量檢測。成品軸鍛件需經過全流程檢測:尺寸檢測采用三坐標測量儀,核對所有尺寸與形位公差;力學性能測試,檢測抗拉強度、屈服強度、伸長率、沖擊韌性等指標;無損檢測,通過超聲波探傷(UT)檢測內部缺陷,磁粉探傷(MT)檢測表面缺陷;材質復檢,確保成分符合標準。只有所有檢測項目合格,軸鍛件方可出廠。
從坯料到成品,每一件軸鍛件都歷經數十道工序的淬煉。山西中重重工集團以山西鍛造鍛件的精工工藝為依托,用標準化流程與精細化管控,打造高品質軸鍛件,為客戶提供可靠的傳動核心部件。

