34CrNiMo6 風電主軸鍛件的制造工藝與品質控制
2026-04-09 09:27
山西中重重工集團
風電主軸作為風電機組的核心傳動部件,長期承受交變彎曲、扭轉載荷與極端溫度考驗,其材質與制造質量直接決定整機壽命與運行穩(wěn)定性。34CrNiMo6 作為德標高強度合金結構鋼,憑借優(yōu)異的強韌性、低溫抗沖擊性與抗疲勞性能,成為 3MW 以上大功率風電機組主軸的首選材料。其鍛件制造是集材料科學、精密鍛造與熱處理于一體的系統(tǒng)工程,每道工序均需嚴苛把控。
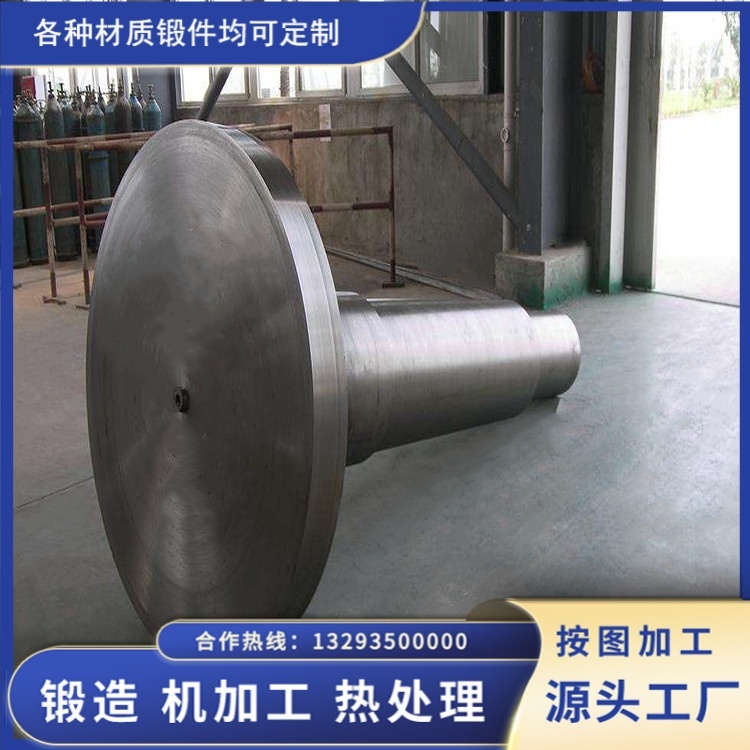
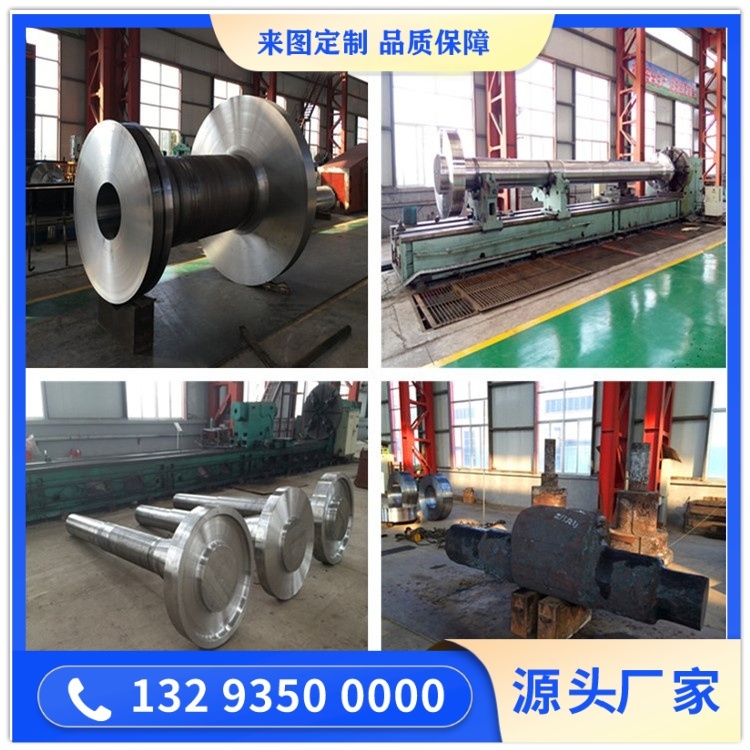
一、原材料精選與純凈度控制34CrNiMo6 風電軸鍛件的品質根基在于原材料。生產選用經電爐冶煉 + 爐外精煉 + 真空脫氣 + 電渣重熔的優(yōu)質鋼錠,嚴格控制化學成分:C 0.30%~0.38%、Cr 1.40%~1.70%、Ni 1.40%~1.70%、Mo 0.15%~0.30%。為適配風電高可靠要求,鋼水純凈度需達超高級標準:S≤0.005%、P≤0.010%,A 類硫化物夾雜≤1.5 級,B、C 類氧化物夾雜≤1.0 級。原料入廠前,需經光譜成分分析、超聲波探傷(UT)與低倍組織檢驗,杜絕內部疏松、偏析與裂紋,從源頭消除疲勞隱患。二、精密鍛造:壓實心部、優(yōu)化組織鍛造是改善鋼錠內部組織、保障主軸力學性能均勻性的核心環(huán)節(jié)。采用三鐓兩拔的多火次自由鍛工藝,配合萬噸級快鍛機組實施:
階梯式加熱:鋼錠經 600℃→850℃→1200℃三段升溫,每段保溫 1~3 小時,避免熱應力開裂,始鍛溫度控制在 1180±10℃。
強壓鍛造:首火次鐓粗比≥2.0,拔長采用 WHF 寬砧強壓法,單次壓下率 20%~30%,徹底閉合鋼錠心部孔隙、擊碎粗大柱狀晶。
多向變形:按 0°-180°-90°-180° 旋轉拔長,總鍛造比≥6.0,確保晶粒充分細化、金屬流線沿主軸輪廓連續(xù)分布,提升抗扭與抗疲勞能力。
溫度嚴守:終鍛溫度不低于 820℃,溫度不足立即回爐保溫,嚴禁低溫鍛打導致晶粒粗大與內部微裂。三、調質熱處理:平衡強韌性鍛后熱處理是實現(xiàn) 34CrNiMo6“高強度、高韌性” 匹配的關鍵,采用調質處理(淬火 + 高溫回火):
淬火:850~880℃保溫,按截面尺寸采用油淬或水 - 空交替冷卻,確保心部完全淬透形成馬氏體組織。
回火:580~620℃長時間保溫(每 100mm 厚度≥2 小時),充分消除淬火應力,使組織轉變?yōu)榉€(wěn)定的回火索氏體。經此工藝,主軸力學性能穩(wěn)定達標:抗拉強度 900~1100MPa、屈服強度≥800MPa、-40℃低溫沖擊功≥60J、疲勞壽命≥25 萬小時,滿足 20 年設計壽命要求。粗加工后還需進行 550℃去應力退火,消除機加工應力。四、全流程檢測與質量保障風電主軸鍛件實行全流程無損檢測與性能驗證:
過程檢驗:鍛造中實時測溫,鍛后進行 100% 超聲波探傷(UT),按 EN 10228-3 標準,不允許存在 Φ2mm 平底孔當量以上缺陷。
成品檢驗:調質后取樣做拉伸、沖擊、硬度測試,硬度控制在 240~280HB;磁粉檢測(MT)排查表面微裂紋;尺寸檢測確保同軸度≤0.5mm/m、圓柱度≤0.01mm。

出廠認證:每支主軸附帶完整質保書,包含成分、力學性能、探傷報告等,符合 GB/T 19073、IEC 61400 等國內外風電標準。結語34CrNiMo6 風電主軸鍛件的制造,是 “材料精純、鍛造密實、熱處理精準、檢測嚴苛” 的綜合體現(xiàn)。在風電裝備大型化、高可靠化趨勢下,唯有堅守每道工序的工藝穩(wěn)定性與質量可控性,才能鍛造出適配海上、高寒等復雜工況的高性能主軸,為風電產業(yè)高質量發(fā)展筑牢核心部件根基。

