大型風電主軸鍛件制造全流程技術要點與實操控制
2026-04-13 15:45
山西中重重工集團
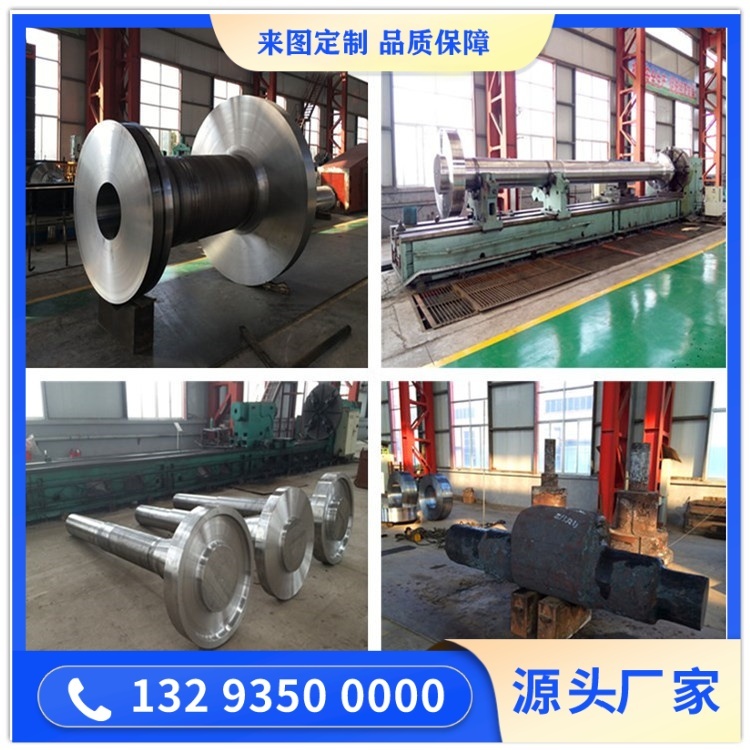
大型風電主軸作為風電機組核心承載部件,主要適配3MW及以上大功率機組,直徑通常在800~1200mm,重量可達數十噸,長期服役于戶外復雜環境,承受交變彎曲、扭轉載荷及極端溫度變化,對鍛件的致密度、力學性能均勻性和尺寸精度要求嚴苛。其制造過程無復雜浮夸的工藝噱頭,核心在于每道工序的精準把控,結合實際生產經驗,重點技術要點如下。

原材料控制是基礎,直接決定鍛件先天質量。目前行業主流選用34CrNiMo6合金結構鋼,替代傳統42CrMo鋼,該材料憑借優異的強韌性和低溫抗沖擊性,更適配風電主軸的服役需求。原材料需采用電爐冶煉+爐外精煉+真空脫氣+電渣重熔的四聯工藝,確保鋼錠純凈度,嚴格控制雜質含量,其中硫≤0.005%、磷≤0.010%,氫含量≤1.2ppm,避免后續出現氫致白點缺陷。鋼錠入廠后,需進行100%超聲波探傷,去除表面氧化皮和缺陷,鋸切下料后,還需進行預熱處理,消除鑄造應力,為后續鍛造做好準備。
鍛造工藝是核心,重點在于壓實內部缺陷、優化金屬流線。大型風電主軸鍛件多采用自由鍛結合寬砧強壓工藝,鍛造前需采用階梯式加熱,以≤80℃/h的速率升溫至650℃保溫3~4h,再升溫至850℃均熱4~5h,最后升溫至1180~1220℃保溫,確保鋼錠心部透燒,避免加熱過快產生熱應力裂紋。鍛造過程中,總鍛造比需≥6.0,通過兩次鐓粗+多次拔長的組合工序,配合0°~180°~90°旋轉拔長,徹底擊碎鑄態粗晶,壓實心部疏松和縮孔,使金屬流線沿主軸輪廓連續分布,尤其是法蘭部位,需采用局部鐓粗工藝,保證流線連貫,提升抗疲勞性能。終鍛溫度需嚴格控制在≥850℃,嚴禁低溫鍛打,防止產生內部微裂。
鍛后處理與熱處理是保障性能的關鍵。鍛件出爐后,需立即進行去氫退火處理,650℃保溫12~16h,緩慢爐冷至200℃以下出爐,有效消除氫致缺陷。對于大截面鍛件,需采用水霧控冷方式,抑制網狀碳化物析出。熱處理核心采用淬火+高溫回火的調質工藝,淬火溫度控制在850~880℃,根據截面尺寸選擇油淬或水-空交替冷卻,確保心部淬透;回火溫度580~620℃,保溫時間按每100mm厚度≥2h計算,充分消除淬火應力,獲得均勻的回火索氏體組織,使鍛件硬度控制在HB260~300,抗拉強度≥900MPa,-40℃低溫沖擊功≥60J,滿足20年設計壽命要求。
質量檢測貫穿全流程,杜絕不合格產品流入下一道工序。原材料階段需進行光譜成分分析和超聲波探傷;鍛造過程中實時監測加熱溫度和鍛造變形量;熱處理后進行100%超聲波探傷、磁粉探傷,排查內部和表面缺陷,同時取樣進行力學性能測試,驗證強度、韌性等指標;成品階段采用三坐標測量儀檢測尺寸精度,確保同軸度≤0.5mm/m,公差符合設計要求。生產中需重點防控白點、心部疏松、性能不均等常見缺陷,通過嚴控氫含量、保證鍛造比、優化冷卻工藝等方式,提升鍛件合格率。

綜上,大型風電主軸鍛件制造無需復雜技術包裝,核心在于原材料純凈度、鍛造工藝穩定性、熱處理精準度和全流程檢測的嚴格把控,每道工序的細節落實,才是保障鍛件質量、滿足機組長期穩定運行的關鍵。

